




Antaŭ la ĉefa eltrudprocezo, la stokita polimera nutraĵo estas miksita kun diversaj aldonaĵoj kiel stabiligiloj (por varmo, oksidativa stabileco, UV-stabileco, ktp.), kolorpigmentoj, kontraŭflamoj, plenigaĵoj, lubrikaĵoj, plifortikigoj, ktp. produktkvalito kaj procesebleco.Miksi polimeron kun aldonaĵoj ankaŭ helpas atingi la celajn posedaĵprofilajn specifojn.
Por kelkaj rezinsistemoj, kroma sekiga procezo por malhelpi la degeneron de polimero pro humido estas kutime utiligita.Aliflanke, por tiuj, kiuj kutime ne postulas sekiĝon antaŭ uzo, ĝi eble ankoraŭ devos sperti sekiĝon precipe kiam tiuj estis stokitaj en malvarmaj ĉambroj kaj subite metitaj en pli varman medion tiel komencante humidan kondensadon sur la surfaco de la materialo.
Post kiam la polimero kaj aldonaĵoj estis miksitaj kaj sekigitaj, la miksaĵo estas gravita enportata en la nutraĵujon kaj tra la extruder-gorĝo.
Unu ofta problemo dum pritraktado de solidaj materialoj kiel polimerpulvoro estas ĝia fluebleco.Por kelkaj kazoj, materiala ponto ene de la saltego povas okazi.Tiel, specialaj iniciatoj kiel intermita injekto de nitrogeno aŭ ajna inerta gaso povas esti utiligitaj por ĝeni ajnan polimeron konstruon sur la surfaco de la furaĝlupo tiel certigante bonan fluon de la materialo.
La materialo fluas malsupren en la ringan spacon inter la ŝraŭbo kaj la barelo.La materialo ankaŭ estas limigita de la ŝraŭbkanalo.Ĉar la ŝraŭbo rotacias, la polimero estas transportita antaŭen, kaj frikciaj fortoj agas sur ĝi.
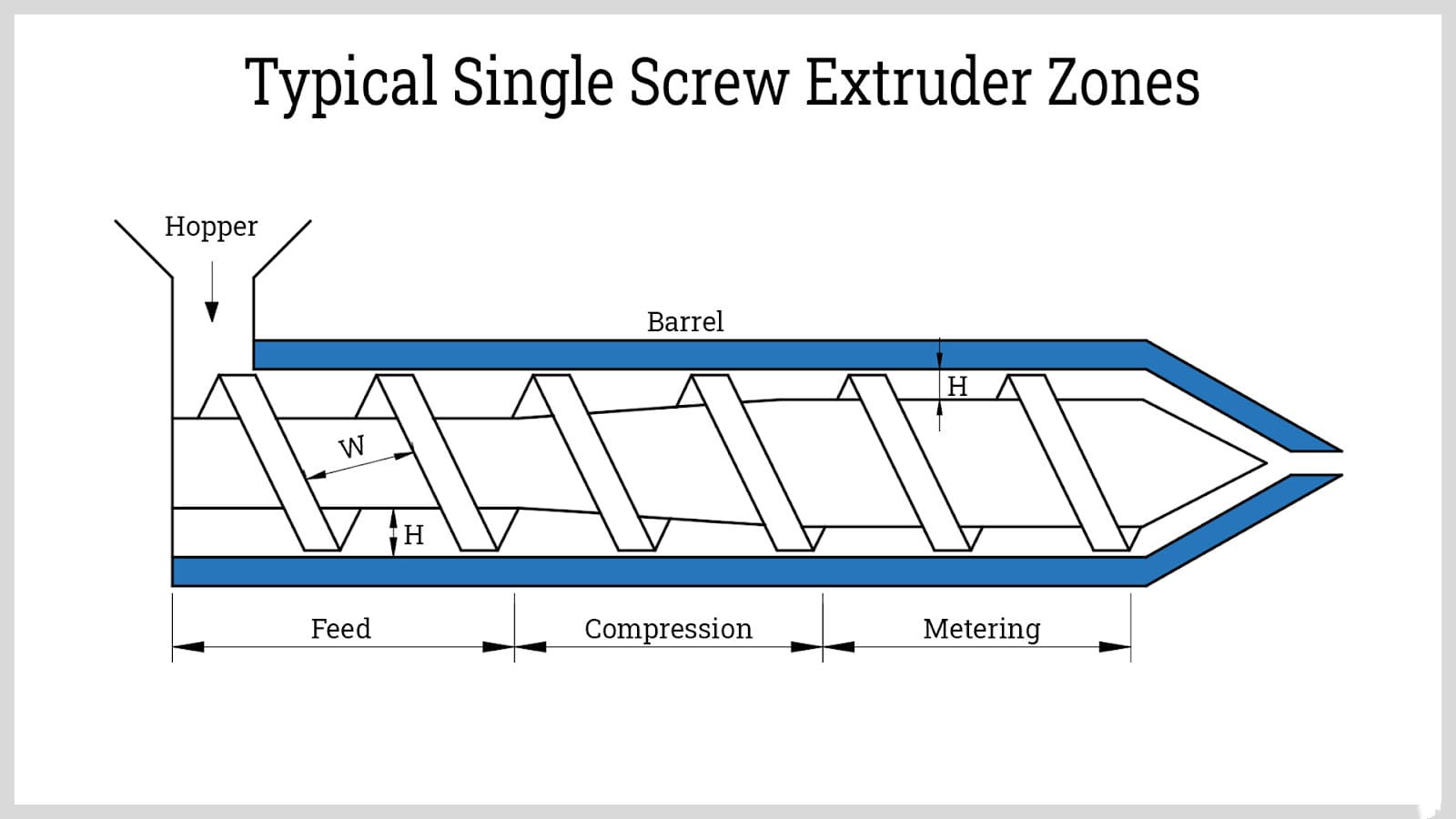
La bareloj estas normale varmigitaj kun iom post iom kreskanta temperaturprofilo.Ĉar la polimermiksaĵo vojaĝas de la furaĝzono ĝis la mezurzono, la frikciaj fortoj kaj barela hejtado igas la materialon esti plastigita, homogene miksita, kaj knedita kune.
Finfine, kiam la fandado alproksimiĝas al la fino de la ekstrudisto, ĝi unue pasas tra ekranpako.La ekranpakaĵo estas uzata por filtri ajnajn fremdajn materialojn en la termoplasta fandado.Ĝi ankaŭ protektas la ĵetplatan truon kontraŭ ŝtopiĝo.La fandado tiam estas devigita el la ĵetkubo por akiri la ĵetkubformon.Ĝi estas tuj malvarmetigita kaj tirita for de la extruder kun konstanta rapideco.
Pliaj procezoj kiel flamtraktado, presado, tranĉado, kalciado, senodorizado ktp povas esti faritaj post malvarmigo.La eltrudaĵo tiam suferos inspektadon kaj procedos al pakado kaj sendo se ĉiuj produktaj specifoj estas plenumitaj.
Afiŝtempo: Dec-08-2022






