




"Se laboristo volas fari bonan laboron, li unue devas akrigi siajn ilojn."Ŝraŭbo extruder, kiel la "grava armilo" en la manoj de fabrikantoj en la plasta industrio, precipe en la modifita plasta industrio, sendube ludas ege gravan rolon en ĉiutaga produktado kaj vivo.Sendepende de ĉu temas pri enlanda produktado de centoj da miloj aŭ importado de milionoj, la malfunkcio de unu aŭ pluraj extruders estas ege malvolonta vidi por produktantoj.
Ne nur estos postulata plia bontena kosto, sed pli grave, produktado estos tuŝita kaj ekonomiaj profitoj perdiĝos.Tial, la bontenado de la extruder estas sufiĉe grava por la plimulto de fabrikantoj.Do, kiel konservi la ŝraŭban extruder?
La bontenado de la ŝraŭba extruder estas ĝenerale dividita en ĉiutagan bontenadon kaj regulan bontenadon.Kio estas la diferenco kaj rilato inter la du rilate al bontena enhavo kaj aliaj detaloj?
Ĉiutaga bontenado
Rutina prizorgado estas regula rutina laboro, kiu ne okupas la laborhorojn de ekipaĵoperacio, kaj estas kutime kompletigita dum veturado.La fokuso estas purigi la maŝinon, lubriki la movajn partojn, fiksi la malfiksajn fadenajn partojn, kontroli kaj ĝustigi la motoron, kontroli instrumentojn, laborajn partojn kaj duktoj ĝustatempe.Ĝenerale necesas atenti la jenajn punktojn:
1. Ĉar la elektra kontrolsistemo havas altajn postulojn pri ĉirkaŭa temperaturo kaj polvo-preventado, la elektra sistemo devas esti izolita de la produktejo, kaj ventoliloj aŭ ventoliloj devas esti instalitaj.Oni rekomendas meti la elektran kontrolon en simplan ĉambron por konservi la ĉambron pura kaj Ventilado, por ke la endoma temperaturo ne estu pli alta ol 40 ℃.

2. La extruder ne rajtas kuri malplena, por malhelpi la ŝraŭbon kaj la maŝinon ruliĝi.Ĝi ne rajtas superi 100r/min kiam la gastiganto komencas senaktive;komencante la gastiganton, unue komencu je malalta rapideco, kontrolu ĉu estas nenormala bruo post ekfunkciigo de la gastiganto, kaj poste malrapide pliigu la rapidecon de la gastiganto ĝis ene de la permesebla gamo de la procezo (estas pli bone ĝustigi al la plej bona. ŝtato).Kiam la nova maŝino funkcias, la nuna ŝarĝo devus esti 60-70%, kaj la fluo en normala uzo ne devus superi 90%.Noto: Se estas nenormala sono kiam la extruder funkcias, ĝi devus esti haltita tuj por inspektado aŭ riparo.
3. Enŝaltu la oleopumpilon unue kiam ekfunkciigas, kaj poste malŝaltu la oleopumpilon post malŝalto de la maŝino;la akvopumpilo daŭre funkcias dum la tuta produktada procezo, kaj la funkciado de la akvopumpilo ne povas esti ĉesigita por eviti la putriĝon kaj karboniĝon de la materialoj en la maŝina barelo pro la temperaturo altiĝo de la maŝina barelo;la asbesta ventokovrilo de la ĉefa motora ventumilo devas esti Purigi ĝin ofte por eviti troan polvon adheron por bloki la antaŭan glacon, rezultigante nesufiĉan varmegon de la motoro kaj stumblado pro recalentiĝo.
4. Purigu la polvon, ilojn kaj diversajn objektojn sur la surfaco de la unuo ĝustatempe.
5. Malhelpu metalon aŭ aliajn rubaĵojn fali en la saltelon, por ne damaĝi la ŝraŭbon kaj barelon.Por malhelpi ferajn derompaĵojn eniri la barelon, magneta komponanto aŭ magneta kadro povas esti instalita ĉe la nutra haveno de la barelo kiam la materialo eniras la barelon.Por malhelpi derompaĵojn fali en la barelon, la materialo devas esti ekzamenita anticipe.
6. Atentu la purecon de la produktadmedio, kaj ne lasu rubon kaj malpuraĵojn miksi en la materialon por bloki la filtrilan teleron, kio influos la eliron kaj kvaliton de la produkto kaj pliigos la reziston de la maŝino kapo.
7. La skatolo devas uzi la lubrikan oleon specifitan en la maŝina manlibro, kaj aldoni oleon laŭ la specifita oleo-nivelo.Tro malmulte da oleo kondukos al nesufiĉa lubrikado, kiu reduktos la servodaŭron de partoj;Estas facile difekti, kaj ankaŭ malvalidigas la lubrikadon, rezultigante la sekvon de damaĝo de la partoj.La oleo-elflua parto de la redukta skatolo devas esti anstataŭigita ĝustatempe por certigi la kvanton da lubrika oleo.
Regula bontenado
Regula prizorgado estas ĝenerale farita post kiam la ekstrudisto funkciis senĉese dum 2500-5000 horoj.La maŝino devas esti malmuntita por kontroli, mezuri kaj identigi la eluziĝon de la ĉefaj partoj, anstataŭigi la partojn, kiuj atingis la specifitan eluziĝon, kaj ripari la difektitajn partojn.Ĝenerale necesas atenti la jenajn punktojn:
1. Regule kontrolu ĉu la ŝraŭboj kaj aliaj fiksiloj sur la surfaco de la unuo estas malfiksitaj kaj fiksitaj ĝuste ĝustatempe.La lubrika oleo-nivelo de la transdona skatolo devus esti aldonita aŭ anstataŭigita ĝustatempe (la malpuraĵo ĉe la fundo de la oleo tanko devas esti purigita regule).Por novaj maŝinoj, la motoroleo estas ĝenerale ŝanĝita ĉiujn 3 monatojn, kaj poste ĉiujn ses monatojn ĝis unu jaro.La oleofiltrilo kaj oleo suĉa tubo devas esti purigitaj regule (unufoje monate).
2. La bontenado de la reduktilo de la extruder estas la sama kiel tiu de la ĝenerala norma reduktilo.Ĉefe kontrolu la eluziĝon kaj fiaskon de ilaroj kaj lagroj.
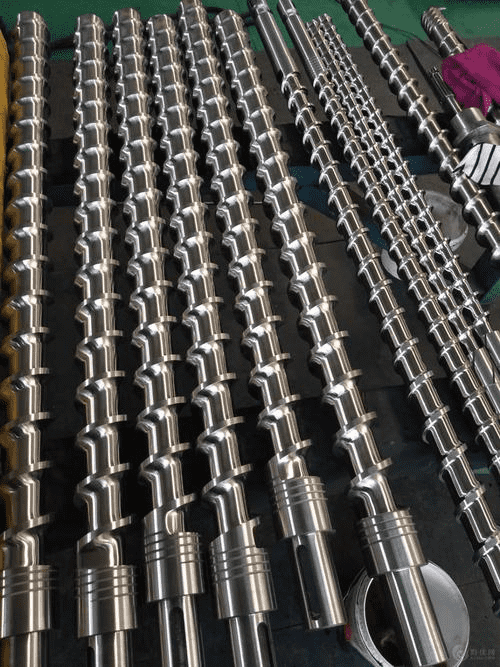
3. Reinstalante, bonvolu noti, ke la du ŝraŭboj A kaj B devas esti en la originala pozicio kaj ne povas esti anstataŭigitaj!Post kiam la nove kombinita ŝraŭbo estas instalita sur la maŝino, ĝi devas esti turnita mane unue, kaj ĝi povas esti ŝaltita kun malalta rapido se ĝi rotacias normale.Kiam la ŝraŭbo aŭ barelo ne estas uzataj dum longa tempo, oni devas preni kontraŭruĝajn kaj kontraŭmalpurajn mezurojn, kaj la ŝraŭbo devas esti pendigita kaj metita.Se la fadenbloko estas bruligita per fajro, la flamo devas movi maldekstren kaj dekstren, kaj purigi dum brulado.Ne brulu tro multe (blua aŭ ruĝa), des malpli metu la fadenblokon en la akvon.
4. Regule kalibru la temperaturkontrolilon, kontrolu la ĝustecon de ĝia alĝustigo kaj la sentemon de la kontrolo.
5. Distilita akvo devas esti uzata en la malvarmiga akvo-tanko en la barelo por malhelpi la formadon de skalo por bloki la malvarmigan akvokanalon en la barelo kaj kaŭzi temperaturmalsukceson.Atentu aldoni akvon ĝuste dum uzo por malhelpi skvamon.Se ĝi estas blokita, la cilindro devas esti anstataŭigita por specifa prizorgado.Se ne estas blokado sed la akvoproduktado estas malgranda, tio signifas, ke estas skalo.La akvo en la akvocisterno devas esti anstataŭigita per diluita klorida acido por cirkulado.Post purigado de la skalo al normalo, anstataŭigu ĝin per distilita akvo.Ĝenerale, la akvo en la akvocisterno estas uzata por malvarmigi la maŝinan barelon, kaj la natura akvo, kiun ni preterpasas, estas uzata por malvarmigi la akvon.Regule kontrolu la akvokvaliton de la malvarmiga akvocisterno, kaj anstataŭigu ĝin ĝustatempe se ĝi malklariĝas.
6. Kontrolu ĉu la solenoida valvo funkcias normale, ĉu la bobeno estas forbrulita, kaj anstataŭigu ĝin ĝustatempe.
7. La eblaj kialoj por la malsukceso de la temperaturo por altiĝi aŭ la temperaturo daŭre altiĝi kaj malpliiĝi: ĉu la galvana paro estas loza;ĉu la relajso en la hejta zono funkcias normale;ĉu la solenoida valvo funkcias normale.Anstataŭigu la misformitan hejtilon ĝustatempe kaj streĉu la ŝraŭbojn.
8. Purigu la malpuraĵon en la vakua tanko (https://youtu.be/R5NYMCUU5XQ) en tempo, kaj la materialoj en la ellasila ĉambro por fari la dukto malblokita.Se la sigela ringo de la vakupumpilo estas eluzita, ĝi devas esti anstataŭigita ĝustatempe kaj kontrolita regule.La batado de la eliga ŝafto devas esti pro la damaĝo de la lagro kaj la ŝafto rompiĝis kaj devas esti anstataŭigita el la skatolo.malsukceso perdo.
9. Por la DC-motoro, kiu kondukas la ŝraŭbon por turni, necesas koncentriĝi pri kontrolado de la eluziĝo kaj kontakto de la brosoj, kaj ofte kontroli ĉu la izola rezisto de la motoro estas super la specifita valoro.Krome, kontrolu ĉu la konektaj dratoj kaj aliaj partoj estas rustigitaj, kaj prenu protektajn rimedojn.
10. Kiam la extruder devas esti haltita dum longa tempo, ĝi devus esti kovrita per kontraŭrusta graso sur la laborsurfacoj de la ŝraŭbo, maŝina kadro kaj maŝinkapo.La malgranda ŝraŭbo devas esti pendigita en la aero aŭ metita en specialan lignan skatolon, kaj platigita per lignaj blokoj por eviti deformadon aŭ kontuzadon de la ŝraŭbo.
11. La interna muro de la malvarmiga akvotubo ligita al la extruder estas inklina al skalo kaj la ekstera estas facile korodi kaj rusti.Zorgema inspektado devas esti farita dum prizorgado.Tro da skalo blokos la dukton, kaj la malvarmiga efiko ne estos atingita.Se la korodo estas grava, akvo elfluos.Sekve, mezuroj de senkaligado kaj kontraŭ-koroda malvarmigo devas esti prenitaj dum prizorgado.
12. Nomu specialan personon por esti respondeca pri ekipaĵo prizorgado.Detala rekordo de ĉiu prizorgado kaj riparo estas inkluzivita en la fabrik-ekipaĵa administradosiero.
Fakte, ĉu ĝi estas ĉiutaga prizorgado aŭ regula prizorgado, la du prizorgaj procezoj kompletigas unu la alian kaj estas nemalhaveblaj.Zorgema "prizorgo" de produktaj iloj, iagrade, ankaŭ reduktas la malsukcesan indicon por ĉiutaga produktado, tiel certigante produktadkapaciton kaj efike ŝparante kostojn.
Afiŝtempo: Aŭg-08-2023






